Монтаж отопления из полипропиленовых труб: как сделать систему отопления из полипропилена
Полипропиленовые трубы всё чаще становятся удачной заменой стальным и чугунным аналогам из числа тех, что ранее применялись в сантехнике. Многие сооружаемые частные дома теперь оснащаются отопительными системами, ХВС и ГВС, смонтированными на основе полипропилена.
К тому же монтаж отопления из полипропиленовых труб несложно выполнить самостоятельно. Во всяком случае, соорудить пластиковую систему значительно легче, чем металлическую.
Отопление на базе полипропилена
Если решено сделать систему отопления или какую-то другую из полипропиленовых труб, мастеру кроме пластиковых рукавов, потребуется дополнительная комплектация.
В частности, потребуется следующий материал, оборудование, инструмент:
- трубные ножницы или труборез;
- паяльный сантехнический станок;
- резак для снятия фольги;
- лента герметизирующая (фторопластовая);
- острый нож;
- обезжиривающие средство (например, салфетки Tangit);
- необходимый ассортимент фитингов;
- рулетка и маркер;
- крепёжные детали, винты и дюбели.
Следует обратить внимание на главный материал – ПП трубы, из которых предполагается создавать систему отопления. Потому что систему отопления из полипропиленовых труб допускается собирать на базе материала разного класса.

Отопительная система жилого дома, смонтированная на основе полипропиленовых труб – это уже привычный уклад бытовой жизни. Практичность и несложное изготовление сделали полипропилен крайне популярным
Конкретный выбор сборки зависит от планируемых условий эксплуатации.
Классификация и расчетные параметры
Существующими нормами ГОСТ (ISO10508) установлена классификация полипропиленовых рукавов, исходя из которой этот материал допустимо применять в определённых условиях эксплуатации.
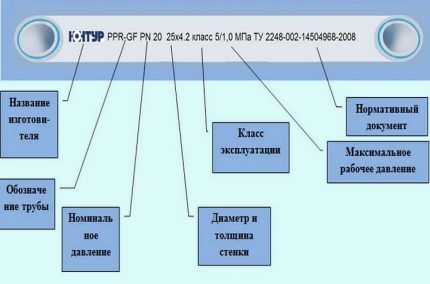
Маркировка ПП труб чётко указывает эксплуатационные параметры. Принимая во внимание это обозначение, легко и просто подобрать материал под конкретную конфигурацию отопительной системы
Длинномерные полипропиленовые изделия делят на 4 класса (1,2, 4,5) по типовым областям применения и по значениям рабочего давления (4,6,8,10 АТИ):
- класс 1 (системы горячей воды до 60°);
- класс 2 (системы горячей воды до 70°С);
- класс 4 (напольный обогрев и радиаторные системы до 70°С);
- класс 5 (радиаторные системы до 90°С).
Например, требуются полипропиленовые трубы, чтобы сделать низкотемпературную систему отопления. Тогда по обозначению на внешней поверхности труб можно определить подходящий материал.
Для данного случая вполне подойдут рукава с обозначением – Class 4/10, что соответствует граничному температурному параметру 70ºС и допустимой границе рабочего давления – 10 АТИ.
Промышленность, как правило, производит изделия универсального назначения. Изготовленными продуктами поддерживается обширная классификация. В документации на такой материал маркировка ПП труб указывается стандартным перечислением допустимых параметров (Class 1/10, 2/10, 4/10, 5/8 bar).
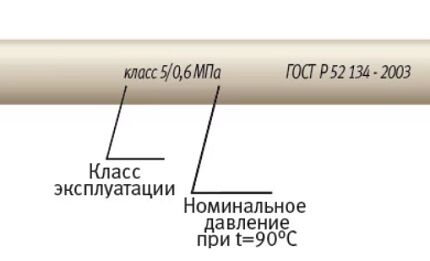
Каждый фирменный продукт имеет на внешней поверхности обозначение класса применения, которым фактически определяются эксплуатационные параметры будущей конструкции домашнего отопления
Таким образом, рассчитывая сделать отопление в доме из полипропилена своими руками, главный материал обычно выбирается мастером в прямой зависимости:
- от запланированных эксплуатационных параметров;
- от способов нагрева теплоносителя;
- от применяемой системы регулирования.
Желательно также рассчитать срок эксплуатации будущей отопительной системы, применяя параметры:
- верхние значения Траб и Pраб;
- толщину стенки труб;
- наружный диаметр;
- коэффициент безопасности;
- продолжительность отопительного сезона.
В среднем, срок эксплуатации полипропилена должен составить не менее 40 лет.
Этапы сборки системы из ПП труб
Рассмотрим, как сделать трубопровод из полипропилена с учетом норм и правил монтажа. Началу производства сети должен предшествовать внимательный осмотр всех деталей комплекта будущей системы. Компоненты (трубы, фитинги) должны быть в надлежащем виде – чистые, без наличия повреждений.
Рекомендуется применять детали только одного производителя. Температура окружающей среды площадки производства работ — не менее + 5°С.

Набор деталей для сборки отопительной системы из полипропиленовых продуктов сочетает в себе различные технические компоненты, использование которых в построении инженерного проекта является обязательным
Соединять между собой полипропиленовые детали системы допускается одним из трёх видов сварки:
- Полифузная.
- Электромуфтовая.
- Стыковая.
Для сборки отопительной и водопроводной системы выпускают не только полипропиленовые трубы и фитинги под сварку. Производят еще и специальные фитинговые детали с резьбой, необходимые для установки запорно-регулирующей арматуры с металлическими корпусами.
На самих полипропиленовых трубах нарезка резьбы не производится ни в заводских, ни в домашних условиях. Их соединяют только горячей, реже холодной сваркой.
Особенности монтажных работ
Все используемые в монтаже компоненты, в случаях подгонки их по размеру, режут труборезом или специально предназначенными для этих целей ножницами.
Работа этим инструментом сопровождается ровным чистым резом, что является важным моментом для выполнения качественного соединения.

Таким инструментом режут полипропилен по размеру – подгоняют для конкретного участка будущей отопительной системы. Труборезы – инструменты многообразные по техническому исполнению. Ручная техника обычно используется для мелких труб
Если требуется выполнить переход «пластик-металл», на трубопроводах ГВС и отопления необходимо применять исключительно фитинговые переходы, оснащённые запрессованной латунной (никелированной) втулкой с резьбой (внутренней или наружной). Затяжка таких соединений выполняется посредством ленточных ключей, если отсутствует профиль под стандартный ключ.
Традиционно трубопровод отопления из полипропилена, в том числе своими руками, собирают методом сплава аппаратом полифузной сварки. Рабочий комплект приспособлений аппаратов подобного рода содержит группу насадок, изготовленных под разные диаметры пластиковой трубы.
Необходимо выбрать подходящие насадки, установить их на пластине нагрева и закрепить винтами.

Техника полифузной сварки и аппарат, необходимый для устройства отопительного проекта на основе полипропилена. Этот инструмент позволяет быстро и легко сваривать отдельные детали схемы, создавать сложные технологические узлы
Регулятором тока аппарата полифузной сварки устанавливается рабочая температура, как правило, 250-270°С. Необходимо дождаться полного прогрева устройства. Достижение рабочего режима отмечается контрольным светодиодом.
Некоторые приборы имеют в комплекте контактный термометр, которым определяется температура нагрева с точностью до одного градуса.
Процедура сварки полипропилена
Пошагово все действия разворачиваются обычно следующим образом:
- Отмерить и отрезать требуемый кусок рукава.
- При помощи острого ножа снять фаску на рабочем торце под угол 30-40°.
- Отмерить участок вхождения рукава внутрь фитинга и отметить границу маркером.
- Также оставить на деталях осевые метки с целью недопущения поворотного смещения.
- С помощью обрезного устройства удалить пластиковый (верхний) и алюминиевый (средний) слои на трубном участке сочленения.
- Обезжирить рабочие (свариваемые) поверхности специальным средством.
- Приступить к процедуре нагрева деталей.
Первым на плату с насадкой надевается фитинг, учитывая более толстый размер стенок этой детали по сравнению с трубой. Фитинг должен плотно «садиться» на корпус насадки сварочного аппарата. Если отмечается свободный ход (люфт, болтание) – фитинг необходимо отбраковать.

Процедурой сваривания двух отдельных компонентов – полипропиленовой трубы и фитинга – предусматривается чёткая очередность подачи деталей на плавку. Первым на «костёр» всегда отправляется фитинг
Следом внутрь другой насадки вставляют обработанный конец полипропиленовой трубы. Плотность посадки здесь также должна соответствовать критерию равномерного контакта по всей окружности. Обе детали выдерживают на пластине нагрева в течение времени, указанного в таблице:
| Диаметр детали, мм | Время нагрева, сек |
| 16 | 5 |
| 20 | 5 |
| 25 | 7 |
| 32 | 8 |
| 40 | 12 |
| 50 | 18 |
| Диаметр детали, мм | Время фиксации, сек |
| 16 | 6 |
| 20 | 6 |
| 25 | 10 |
| 32 | 10 |
| 40 | 20 |
| 50 | 20 |
По истечении контрольных секунд детали снимаются с насадок и соединяются плавным равномерным вхождением трубы внутрь фитинга (исключая осевое смещение).
Вхождение трубы в полость фитинга выполняют до маркерной отметки. Однако соединение до упора не делают. Необходимо оставлять внутренний зазор величиной около 1 мм.

Соединение двух деталей, прогретых до температуры плавления с помощью полифузного аппарата. Здесь важно за короткий промежуток времени выполнить чёткие действия сочленения без боковых и осевых сдвигов
После соединения ПП труб пайкой место состыковки деталей должно оставаться неподвижным (зафиксированным) как минимум 20 сек. За этот период времени расплавленный пластик твердеет, образуется прочное герметичное соединение.
Для достижения полноценной прочности сварной узел необходимо выдержать без нагрузки как минимум 1 час. Такой методикой выполняют сборку всей системы отопления, изготавливая короткие участки с последующим объединением их в узлы и магистральные линии.
Учёт линейного расширения (сжатия)
Колебания внешних и внутренних температур неизбежно приводят к линейному расширению или сжатию полипропилена. Эти особенности следует учитывать в процессе монтажа ПП трубопроводов. Если характерные линейные изменения трубопроводов системы отопления не компенсируются соответствующим образом, такое состояние оборачивается сокращением срока службы всей сборки.
Компенсация линейного расширения для полипропиленовых изделий достигается за счёт свойств гибкости самого материала. Нужно лишь правильно выполнить укладку магистральных линий. Правильная укладка – это обеспечение свободы движения трубопровода в рамках величины линейного расширения.
Как обеспечить такой монтаж? Очень просто. В монтажный комплект необходимо включить специальные компенсаторы, стандартные крепёжные хомуты, состоящие из неподвижных и подвижных элементов.
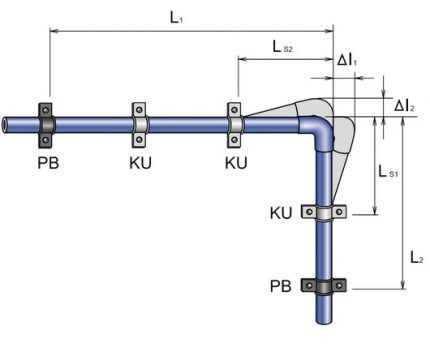
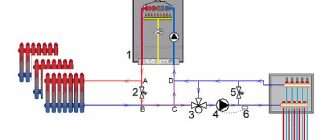
На схеме показан пример компенсации линейного расширения для устройства трубопровода из полипропилена. Метод — оптимальное размещение опорных кронштейнов. Правильная череда неподвижных (НК) и подвижных (ПК) кронштейнов помогает компенсировать сдвиг
Компенсировать линейное расширение можно также путём предварительного напряжения трубопровода. Такой подход сокращает длину расширения. При этом направление предварительного напряжения прямо противоположно линейному расширению.
Особенности магистрального монтажа
Укладка линий полипропилена при устройстве гравитационного отопления выполняется в соответствии с нормативами (ГОСТ 21.602-79; ГОСТ 21.602-2003), которые определяют минимальный уклон линии по направлению к самой нижней точке на уровне 0,5%. При этом в нижней точке требуется размещение узла слива с дренажным краном.
Трубопроводы необходимо делить на участки с возможностью отсечки этих участков при помощи запорных кранов, к примеру, на случай аварии. Регулирующие вентили и запорные краны перед их установкой на участке необходимо обязательно проверить на работоспособность и качество закрывания/открывания.
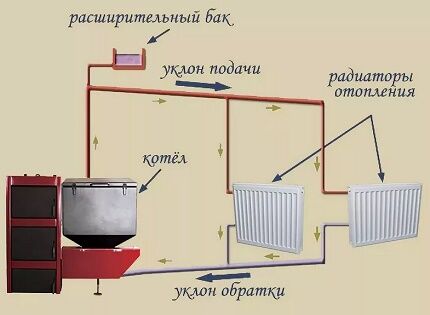
При монтаже отопительной системы с гравитационным движением теплоносителя важным технологическим критерием является уклон. Правильно выполненный уклон – залог эффективной и продуктивной работы конструкции
Монтируя стояки, следует особенное внимание уделять неподвижным опорам и построению корректной схемы компенсации линейного расширения.
Требуемый параметр компенсации стояка можно обеспечить двумя способами:
- Подвижными опорами.
- Компенсационной петлёй.
Для варианта устройства отопления в рамках обычной бытовой недвижимости, как правило, используется только первый способ. Неподвижные опоры ставят на стояке в области под и над тройником или же в местах муфтового соединения труб. Такое крепление исключает проседание стояка.
Линии системы отопления подлежат изоляции, включая фитинги и запорную арматуру. Исключение составляют участки труб, проложенные непосредственно в жилом помещении, по сути, являющиеся продолжением отопительных радиаторов. В качестве изоляции удобно применять пенополиуретановые изолирующие патрубки.
Выводы и полезное видео по теме
На примере обвязки отопительного радиатора показан процесс обработки и пайки полипропиленовых изделий при помощи специальных инструментов.
Появление труб, изготовленных на основе полипропилена, и их применение в деле позволяет существенно снизить трудоёмкость монтажа на устройстве систем отопления, в том числе своими руками. Этот современный материал открывает больше возможностей для владельцев частных домов, где отопительные системы питаются от внутренних источников – газовых, электрических, дровяных котлов.
Расскажите о собственном опыте, полученном в ходе сборки трубопровода из полипропиленовых труб. Поделитесь с посетителями сайта полезными технологическими нюансами, не затронутыми в статье. Пишите, пожалуйста, комментарии в расположенном ниже блоке, задавайте вопросы, публикуйте фото по теме статьи.
Монтаж системы отопления полипропиленовыми трубами — особенности технологии и пошаговая инструкция

Все чаще и чаще при монтаже коммуникационных магистралей применяют полимерные материалы. Они обладают прекрасными техническими характеристиками и лишены недостатков, присущих металлической продукции. Да и монтаж отопления из полипропиленовых труб прост и не требует никаких вспомогательных материалов.
Чем хороши полипропиленовые трубы
Полипропилен чаще других материалов используют для сооружения водопровода в жилых и общественных зданиях. А все потому, что по своим техническим параметрам он во многом превосходит металлические аналоги. Современные полипропиленовые трубы проходят дополнительное армирование. Конструкция их становится многослойной, и это в разы увеличивает прочность материала, одновременно снижая коэффициент теплового расширения.
Кроме того, трубы из полипропилена:
- Имеют низкое сопротивление, поэтому теплоноситель по ним проносится мгновенно, не теряя своего рабочего давления.
- Устойчивы к перепадам температуры, поэтому сохраняют целостность в любых условиях.
- Не собирают на своей внутренней поверхности характерной накипи, что продлевает сроки службы радиаторов отопления.
- Не чувствительны к различным органическим и химическим соединениям.
Именно поэтому полимерные материалы постепенно вытесняют аналогичную продукцию из металла.
Проектирование и установка полипропиленового трубопровода
Монтаж системы отопления полипропиленовыми трубами требует соблюдения определенной технологии и учета свойств материала. Стоит заранее разобраться и в ассортименте фитингов.
Трубы, изготовленные из полимеров, предназначены для транспортировки жидкостного и газообразного носителя, температура которого может достигать 650 градусов по Цельсию. Чаще всего их используют для установки домашней системы водопровода и отопления, подачи холодной и горячей воды. Специалисты уверяют, что полипропиленовые трубы могут переносить и питьевую, и техническую воду, поскольку материал устойчив к химически агрессивным средам.
Обратите внимание! Несмотря на столь радужные характеристики, при использовании полипропиленовых труб важно соблюдать предписания производителей и опираться на их рекомендации.
Разновидности фитингов
Монтаж полипропиленовых труб проводят с применением фитингов двух видов:
- Моделей, содержащих резьбовые соединения.
- Муфт для соединения отрезков разной длины.
Первые, в свою очередь, бывают разъемными и неразъемными. Каждый фитинг применяют с учетом конкретных эксплуатационных требований. Например, при установке прибора, контролирующего расход воды, необходимы резьбовые муфты. Они позволяют в любой момент демонтировать устройство в случае его неисправности. А вот для гибкого шланга логичнее будет применить неразъемное соединение.
Муфты выступают в роли переходника. Их используют для сращивании прямолинейных отрезков разной длины.
Требования к материалам

Перед монтажом теплопровода необходимо тщательно проверить все детали на предмет дефектов и загрязнений. Полипропиленовые трубы предварительно за сутки до монтажа нужно занести в помещение и дать им вылежаться при комнатной температуре. Помните о том, что полимеры не устойчивы к сильным механическим повреждениям и боятся огня. Поэтому нужно тщательно беречь материал от подобных воздействий.
Обратите внимание! Категорически запрещено нарезать на полипропиленовых трубах резьбу.
Набор необходимых инструментов
Для установки системы отопления могут понадобиться:
- Электросварочный аппарат для полифузной варки.
- Насадки для сварочного аппарата, диаметр которых соответствует диаметру труб.
- Ножницы для резки полимерных материалов.
- Ножовка и электролобзик.
Предварительный этап

Монтаж пропиленовых труб начинают с составления чертежа трубопроводной конструкции. На нем необходимо детально обозначить длину магистралей, места соединений труб и выбранные муфты.
Трубы и муфты заранее распределяют по объекту, замеряют их и нарезают согласно чертежу. И только затем на сварочный аппарат надевают нужную тефлоновую насадку соответствующего диаметра.
На аппарате при помощи терморегулятора выставляют температуру 2700 градусов и проводят полифузную сварку в раструб. Именно она создает качественный гомогенный шов.
Паяльник для труб
Техника пайки пропиленовых труб достаточно проста, но для ее осуществления обязательно нужен паяльник — он распаивает торцевые концы отдельных элементов трубопровода.
Данный агрегат оснащен тремя разъемами. Диаметр каждого предназначен для труб подходящего сечения. Порядок работы довольно прост. Элементы, подлежащие соединению, вставляют в соответствующие разъемы. Соблюдая параметры времени, приведенные в специальной таблице, оба элемента нагревают и соединяют между собой. При этом их необходимо удерживать в таком положении до полного остывания.
Нельзя ни в коем случае пренебрегать техникой безопасности при работе с описываемым прибором. Процесс пайки лучше выполнять без спешки, делая упор на качество работы и ее правильность. Только приобретя какой-то опыт, можно экономить время на монтаже трубопроводной магистрали.
Детальная инструкция

Монтаж пропиленовых труб — процесс несложный. Главное — соблюсти нюансы технологии:
- При нарезке труб важно удалить все образовавшиеся заусенцы.
- Предварительно отмерить и маркером отметить глубину вхождения трубы в соединительную муфту. Для этого торец трубы вставляют в фитинг, но не до упора. И на фитинге, и на торце трубы маркируют места соединения. Это позволяет соединить шов без перекоса, который может возникнуть в радиальном направлении.
- Трубу и фитинг насаживают на насадку сварочного аппарата. Причем сначала это проделывают с элементом, у которого более толстые стенки. Задвигают детали достаточно плотно. Если одна из них по какой-то причине плотно не прилегает к насадке, лучше ее сразу отбраковать.
- Обратите внимание! Время нагрева прямо пропорционально диаметру трубы. Узнать его можно по специальной таблице, которую часто публикуют производители в техпаспорте изделия. Можно найти подобный справочник и в Интернете.
- После прогрева оба элемента снимают с насадки и соединяют между собой по произведенным меткам. В процессе соединения нужно прилагать определенные усилия, но нельзя допускать при этом вращательных движений. Также не следует допускать перекосов ни в осевом, ни в радиальном направлении. Швы остывают тоже по-разному, что зависит от диаметра деталей.
- Порядок соединения элементов определяют заранее с учетом существующей схемы и конструкции трубопровода. Сварочный процесс всегда является определяющим фактором.
Обобщение по теме
Можно грамотно смонтировать полипропиленовые трубы своими руками, если помнить о типичных ошибках. Для сварки полимерных труб применяют специальный паяльник, в наборе которого должны быть насадки с диаметром, соответствующим диаметру выбранных труб.
Многое зависит от грамотно составленной схемы и детально прорисованного чертежа. На нем должны быть указаны размеры труб, разновидности фитингов и количество всех применяемых деталей. Специалисты рекомендуют приобретать их с небольшим запасом, так как в процессе пайки могут проявиться бракованные элементы.
Во избежание проблем при эксплуатации трубопровода, необходимо соблюдать технологию его сборки и пайки, строго выдерживая временные параметры. Старайтесь, чтобы процесс оплавления не превышал 10 секунд, а для застывания материала достаточно 5-6 секунд. Как только все детали трубопровода будут нарезаны и установлены на свои места, можно предварительно потренироваться на соединении ненужных оставшихся элементов.
Читайте далее:
Некоторые нюансы отопления из полипропиленовых труб
Зачем нужны компенсаторы для полипропиленовых труб
Трубы из сшитого полиэтилена; выбор производителя, характеристики, монтаж, применение
Разбираемся, какой выбрать аппарат для сварки полипропиленовых труб
Какие особенности имеет монтаж дымохода из сэндвич труб
Качественный монтаж отопления из полипропиленовых труб: особенности технологии

Полипропиленовые трубы (ПП) используют для замены устаревших или пришедших в негодность элементов системы отопления.
Между собой трубы ПП чаще всего свариваются, также применяют метод обжимки труб муфтами через специальные переходники – фитинги.
Для любителей сделать что-то своими руками это оптимальный способ. При невозможности произвести сваривание труб используют метод склейки.
Основные преимущества ПП труб
Среди достоинств данного материала отмечаются такие:
- не вступают в реакцию с теплоносителем и не образуют окислов на внутренних стенках;
- правильно смонтированная система может безаварийно эксплуатироваться на протяжении долгих лет;
- легко проводить ремонт и модернизацию;
- с монтажом системы отопления из полипропиленовых труб справится даже начинающий мастер;
- стоимость ПП труб ниже, чем металлических;
- для монтажа не потребуется сложных устройств и компонентов.
Для прокладки труб отопления не нужны никакие специальные навыки или умения.
Этапы подготовительных работ
Перед началом работы по обустройству системы отопления на основе полипропиленовых труб своими руками необходимо составить точный проектный план.
Важно! Учитывается не только общая протяженность труб отопительной системы, но и ее конфигурация.
Обязательно учитываются такие моменты:
- какой тип соединительных элементов будет применяться для подключения к контуру циркуляции теплоносителя – ввариваемые ПП элементы, или комбинированные, с возможностью резьбовой стыковки с металлическими трубами;
- наличие труднодоступных мест, в которых невозможно будет провести спайку труб. В этом случае используют заранее состыкованные элементы будущей системы отопления;
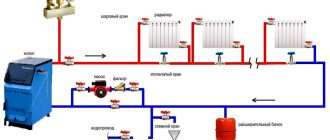
- определяется тип системы: самотечная циркуляция, или с принудительной конвекцией теплоносителя. Для разных систем применяют разные правила монтажа;
- рассчитывают предполагаемое давление в контуре, и температуру теплоносителя. Эти данные необходимы для правильного подбора типа полипропиленовой трубы;
- не допускается монтаж отопления из полипропиленовых труб в холодных помещениях, из-за риска температурной деформации трубы.
В целях экономии финансовых средств монтаж отопительной системы из ПП труб вполне можно произвести и своими руками. Минимальные навыки обращения с инструментом и точное соблюдение всех этапов сборки помогут создать прочную и надежную систему.
Используемое для монтажа оборудование

Паяльник для полипропиленовых труб – или «утюг», как его иногда называют – отлично подойдет для монтажа системы отопления своими руками из полипропиленовых труб. Выбирая ручной аппарат для сварки ПП труб, необходимо учесть ряд нюансов:
- недорогой паяльник для труб оснащается только самыми распространенными насадками. Как правило, это металлические элементы, покрытые защитным слоем тефлона. Более дорогие модели комплектуются насадками из медного сплава;
- чем шире температурный диапазон и выше мощность, тем удобнее будет такой «утюжок» в использовании. Качественный монтаж системы отопления полипропиленовыми трубами обеспечивается соблюдением температурно-временных параметров пайки;
- дешевый паяльник для ПП труб не проработает долго;
- важна форма паяльника. Трубообразный паяльник для полипропиленовых труб стоит дороже, чем молотообразный. Но им гораздо удобнее осуществлять встречные стыки и своими руками сваривать трубы с фитингами – уголками в труднодоступных местах.
Богатая комплектация профессионального оборудования — это еще не повод для его приобретения. В продаже есть дополнительные насадки и для ручного паяльника для ПП труб.
Правила монтажа отопления из полипропиленовых труб предопределяют точное соответствие диаметра насадки и свариваемых элементов.
Паяльники в виде трубы используют насадки другого типа, стандартный «утюжок», соответственно, не сможет работать с насадками от трубчатого сварочного агрегата для пайки ПП труб.
Профессиональные же монтажные бригады используют сварочные аппараты механического типа. Для совмещения стыков труб большого диаметра, которые сложно удержать в руках, используют специальный гидравлический привод.
Он дает возможность комфортно работать с полипропиленовыми трубами диаметром свыше 4 см. Такой аппарат характерен малым коэффициентом температурной погрешности и высокой надежностью.
Но монтаж отопления из полипропиленовых труб механическим аппаратом потребует от оператора определенных навыков работы.
Полезный совет! Любой тип сварочного оборудования для полипропиленовых труб запрещено использовать при отсутствии надежной подставки, которая, как правило, входит в комплект. Сваривать влажные, мокрые или грязные с внутренней стороны ПП трубы недопустимо, о герметичности шва в таком случае не может быть и речи.
Виды полипропиленовых труб
Трубы ПП разделяют на два основных типа:
- армированные;
- неармированные.
Первые используют там, где предполагается наличие высокого давления и температуры. Такие трубы относят к классу «стабилизированных», они имеют минимальный коэффициент температурной деформации.
Неармированные трубы используют в технических системах для циркуляции жидкостей без нагрева. Такие ПП трубы используют и для систем холодных водопроводов, которые также легко монтировать своими руками.
| Маркировка | Область применения | Характеристики |
| PN10 | Водопроводные низкотемпературные системы с минимальным уровнем давления | 10 атмосфер, 45 °C |
| PN16 | Водопроводные системы для холодной воды | 16 атмосфер, 60 °C |
| PN20 | Системы горячего водоснабжения, не для отопительных систем | 20 атмосфер, 95 °C |
| PN25 | Системы горячего водоснабжения, отопительные системы | 25 атмосфер, 95 °C |
| PPR | Отопление, горячее водоснабжение. Непригодны для обустройства внутридомовых систем подачи холодной воды. | 25 атмосфер, 95 °C |
Значение имеет и толщина полипропиленовых труб. Значение колеблется от 1,9 до 18,4 мм в зависимости от типа и назначения трубы.
Важно знать! Трубы с индексом PPR используются только в промышленных целях, использовать их для подачи питьевой воды не рекомендуется производителем. Стандартный размер полипропиленовой трубы любого диаметра – 6 метров.
Для монтажа систем типа «теплый пол» используются специализированные полипропиленовые трубы. Поставляются такие трубы для теплого пола в бухте, и чаще всего не свариваются между собой, а крепятся в местах стыковки с коллектором теплоносителя обжимными муфтами.
Контур теплого пола представляет собой бесшовную систему. Используются различные типы укладки теплого пола. Геометрию любого из выбранных способов – «улитка» или «по контуру» — предопределяет способность трубы изгибаться по наименьшему радиусу. Чрезмерный изгиб приводит к необратимой деформации трубы.
Укладывается ПП труба для теплого пола на подготовленное основание. Чаще всего это теплоизолятор в виде пенополиуретановой прослойки, дополненный теплоотражающей фольгой.
Полезно знать! Обжимные муфты надежно фиксируются специальными клещами, в комплекте также есть шаблон для контроля правильности монтажа. Обжимные клещи стоят достаточно дорого, выгоднее арендовать их на время окончательной сборки и наладки системы.
Сваривание полипропиленовых труб – основные правила

Первоначальный этап включает в себя подготовку инструмента, который понадобится при монтаже. Помимо непосредственно паяльника понадобятся специальные ножницы для резки полипропиленовых труб, которые были выбраны для отопительной системы.
Состоят такие ножницы из вогнутого ложемента, куда укладывается непосредственно труба, и гильотинного ножа с узлом ступенчатой передачи усилия.
Профессиональные ножницы для ПП труб легко отличить от дешевой подделки: они массивные, имеют раздвижную пружину и раскрываются шире, чем любительские. Качественная заводская заточка ножа позволяет длительное время работать такими ножницами без особых усилий.
Обрезать ПП трубу принято исключительно под прямым углом, это упростит в дальнейшем процесс сварки. Армированные алюминием трубы следует зачищать, это обеспечит технологически правильное течение процессов спайки трубы в местах нагрева.
Для зачистки трубы используют специальное устройство, которое входит в комплект профессионального оборудования.
Обезжиривают трубы при помощи спиртов изобутиловой или изопропиловой групп, и ничем иным. Не обезжиренная поверхность даст о себе знать во время пайки – шов потеряет герметичность.
Насадки любительского, и тем более профессионального оборудования для сварки должны быть тщательно вычищены. Налипшие волокна полипропилена следует удалить.
Проще всего это сделать своими же руками, нагревая насадку и аккуратно вычищая ее хлопчатобумажной плотной тканью или деревянной щепкой.
Время нагрева, ширина сварного шва и время остывания
Линейной зависимости времени нагрева ПП труб во время сварки элементов системы отопления не существует. Производители оборудования дополняют комплектацию примерной таблицей, в которой указывается температурный режим сварочного аппарата для ПП труб и время фиксации трубок в насадке паяльника.
Нужно стараться прогревать свариваемые элементы одновременно, это обеспечит наилучшее качество сварного шва.
В случае невозможности одновременного прогрева – например, необходимо припаять трубу к закладному элементу — используют метод раздельной пайки – каждый элемент нагревается отдельно, причем первый прогреваемый элемент греют несколько дольше, чем рекомендовано в таблице.
| Диаметр трубы (миллиметры) | Время нагрева (секунды) | Время соединения (секунды) | Время остывания (минуты) | Ширина сварочного пояса (миллиметры) |
| 110 | 50 | 12 | 8 | 33 |
| 90 | 40 | 11 | 8 | 30 |
| 75 | 30 | 10 | 8 | 28 |
| 63 | 24 | 8 | 6 | 26 |
| 50 | 18 | 6 | 4 | 23 |
| 40 | 12 | 6 | 4 | 20 |
| 32 | 8 | 6 | 4 | 18 |
| 25 | 7 | 4 | 2 | 15 |
| 20 | 6 | 4 | 2 | 14 |
Отмерить необходимую длину трубы поможет обычная строительная рулетка, проверить правильность монтажа при помощи уровня сможет даже начинающий мастер. Отметки для реза труб удобно наносить маркером.
Полезный совет! Начинающие мастера часто отмечают линию отреза без учета того, что часть полипропиленовой трубы скроется в соединительной муфте или фитинге. Позаботьтесь о том, чтобы дальнейший монтаж проводил более опытный мастер, если нашли на двухметровом прямом отрезке трубы три соединительных муфты.
Благодаря тому, что трубы ПП недорогие, есть возможность исправить ошибки, если они возникают при монтаже отопления своими руками из полипропиленовых труб. Накопленный опыт поможет вам в дальнейшем обустройстве систем водопровода и отопления.
Работы по монтажу системы отопления следует проводить в проветриваемом помещении. Аккуратность и внимательность помогут избежать ожогов и травм, а тщательный расчет комплектующих избавит от превышения исходной стоимости системы отопления.
Из каких полипропиленовых труб нельзя выполнять монтаж отопления?

Теперь рассмотрим сами полипропиленовые трубы.
Трубы различаются между собой по давлению и по эксплуатирующей температуре.
Самые простые, самые дешёвые трубы (обозначаются ПН-10 – рассчитаны на рабочее давление до 10 атм).
Они тонкостенные (толщина стенки 2,5…2,8 мм). Монтаж отопления из полипропиленовых труб такого вида НЕ делается. А используются они только для холодного водоснабжения.
Есть ещё полипропиленовые трубы с обозначением ПН-16, рассчитанные на рабочее давление до 16 атм и рабочую температуру до 80 градусов. У таких труб толщина стенок 3…3,2 мм.
Далее идут трубы с обозначением ПН-20. Они рассчитаны на рабочее давление до 20 атм и рабочую температуру 80…85 градусов. Эти трубы толстостенные (толщина стенок до 4 мм).
Все перечисленные трубы используются, в основном, для водоснабжения (тонкостенные для холодного, толстостенные для горячего водоснабжения). В системах отопления эти трубы не используются. Почему?
Потому, что у них слишком большое линейное расширение. Из-за этого прямолинейные участки трубопроводов после нагрева будут изгибаться.
Из каких полипропиленовых труб можно выполнять монтаж отопления?
Монтаж отопления выполняется из армированных полипропиленовых труб.
Армированная труба выглядит (если смотреть в разрезе) так, как показано на фото:
Внутри и снаружи трубы слои полипропилена, между ними слой армирующего материала (фольга, стекловолокно). Между слоями полипропилена и армирующим слоем находится клей. То есть, армированная полипропиленовая труба пятислойная.
На фото выше труба, армированная алюминиевой фольгой. На следующем рисунке тоже полипропиленовая труба, но армирована стекловолокном:
Такие трубы рассчитаны на рабочее давление до 25 атм и температуру до 90 градусов. Линейное расширение трубы со стекловолокном больше, чем у трубы с фольгой, но, тем не менее, такая труба тоже часто используется в системах отопления.
Особенно там, где не видно, что она изгибается. Впрочем, даже при заметных изгибах такая труба не порвётся, просто некоторые искривления несколько портят дизайнерский вид.
На следующем фото труба, также армированная стекловолокном. Но это труба «под зачистку»:
То есть, наружный слой полипропилена счищается, и затем труба припаивается к фитингу. Такая труба – самый идеальный вариант, она лучше всего выдерживает линейные расширения. Недостаток – из-за необходимости зачистки монтаж занимает больше времени.
Вот так (фото ниже) выглядит труба со стекловолокном. Такая труба паяется без зачистки.
Фитинги для полипропиленовых труб

Никакой монтаж отопления из полипропиленовых труб не обойдётся без фитингов — специальных дополнительных деталей.
На фото ниже фитинги для полипропилена, их очень большое разнообразие, здесь показаны далеко не все:
Как выполнять монтаж отопления из полипропиленовых труб?
Рассмотрим несколько практических примеров пайки трубопровода из полипропиленовой трубы.
Пайка производится специальным паяльником:
На каждом паяльнике есть регулятор температуры (1). Температура для пайки полипропилена выставляется 270 градусов. Нагрев трубы паяльником проводится в течение не более 5 секунд.
Нужно учесть следующее. Если работа проходит на улице в холодное время, либо в холодном помещении, время пайки увеличивается, т. к. паяльник быстро остывает.
В этом случае нужно либо увеличить температуру нагрева паяльника, либо увеличить время нагрева. Время нагрева также увеличивается при пайке труб большего диаметра, что иллюстрирует следующая таблица:
Собственно пайка. На паяльнике есть две насадки: одна для нагрева внутреннего диаметра, другая – наружного. Одновременно нагреваются обе детали, которые предполагается соединить:
Равномерно давим на обе детали, как бы навстречу друг другу — по направлению красных стрелок на фото:
Внимание: ни в коем случае не нужно вращать детали, при этом нарушается слой! Просто равномерно давим их навстречу друг другу.
По мере нагрева, муфта доходит до бортика, на трубе также появляется отбортовка. После нагрева, снимаем детали с насадок и состыковываем их друг с другом:
После соединения нагретых деталей их нужно зафиксировать на некоторое время
Важно! При этом так же, как при нагревании, никаких вращательных движений допускать нельзя!
После состыковки придерживаем детали в течение до 30 секунд – чтобы они поостыли, и соединение затвердело. Отбортовка на трубе должна быть равномерной по всей окружности соединения.
Вот таким образом и паяется весь полипропилен, не зависимо от диаметра трубы и назначения, — будь то система отопления или водоснабжения. Единственное отличие, как было сказано выше, это время пайки: чем больше диаметр тубы, тем дольше требуется нагревать и фиксировать после соединения.
Важно: не желательно долго нагревать детали, потому что материал начинает гореть (определить это можно по коричневому цвету полипропилена). Отрицательная сторона перегрева материала в том, что сильно расплавленный, он может перекрыть внутренний проход трубы:
Была разработана насадка для паяльника, чтобы ещё облегчить и без того простое житие монтажника.
Насадка позволяет точно определить время, когда спаиваемые детали уже достаточно нагреты. В такой насадке есть специальное отверстие:
- через которое выходит расплавленный полипропилен. Как только он появился в отверстии:
- это сигнал: снимаем и состыковываем детали. Не надо засекать время по часам или отсчитывать секунды самому.
Есть ещё керамическая насадка, которая предотвратит вот такой вид расплавленной трубы:
Плюс такого соединения (без использования металла) в том, что благодаря отсутствию металлических соединений, соли жёсткости не нарастают в таких участках. А также после пайки получается монолитное соединение.
В процессе пайки в местах соединения спаиваемых деталей должен образовываться бортик. Нужно следить, чтобы этот бортик был равномерным по всей окружности соединения.
При работе с полипропиленом нужно учитывать наперёд все шаги – для того, чтобы не попасть в некоторые неудобные моменты. Такие «моменты» могут встречаться, когда, например, нужно произвести пайку в каком-то ограниченном пространстве и т. п.
Поэтому, прежде чем паять, лучше нарисовать на листе бумаги схему трубопровода (начиная от котла) и записать последовательность шагов.
Применение компенсаторов при монтаже отопления из полипропиленовых труб
Как было уже неоднократно сказано выше, полипропиленовые трубы подвержены линейным расширениям при нагревании от теплоносителя. При этом трубопроводы могут заметно изгибаться. Чтобы таких изгибов избежать, используют компенсатор:
Компенсатор — это просто изогнутый отрезок полипропиленовой трубы, который ставится в каком-нибудь месте, где его не видно.
Ещё один вид компенсатора ставится в местах межэтажных перекрытий, между вертикальными участками трубопроводов достаточно большой длины:
Если имеется достаточно длинный участок трубы, и нет возможности установить компенсатор (негде его спрятать), нужно предусматривать зазоры 5…10 мм на линейное расширение между стеной и поворотом трубопровода – чтобы при линейном расширении труба могла свободно растянуться, не упираясь в стенку.
Итак, мы рассмотрели монтаж отопления из полипропиленовых труб. Возможно, что-то вам показалось недостаточно понятным. Но на самом деле ничего сложного в этом нет, нужно просто разок попробовать на практике пайку полипропилена, и вы убедитесь, что всё здесь доступно, просто и быстро.
Источник https://sovet-ingenera.com/otoplenie/o-drugoe/montazh-otopleniya-iz-polipropilenovyx-trub.html
Источник https://gidotopleniya.ru/montazh-otopleniya/montazh-otopleniya-iz-polipropilenovyx-trub-poshagovaya-instrukciya-2748
Источник https://truby-moskva.ru/montazh-otopleniya-iz-polipropilenovyh-trub.html